Humidity Measurement
 It could be argued that humidity plays a part in every industrial production process. The very fact that our atmosphere contains water vapour bears witness to this even if it is only that the end product is likely to be stored and eventually used in our environment; therefore, the products potential performance under varying conditions of humidity must be known. The extent to which humidity affects any given production process may vary but in many cases it is essential that, at the very least, it is monitored and, in most cases, controlled.
It could be argued that humidity plays a part in every industrial production process. The very fact that our atmosphere contains water vapour bears witness to this even if it is only that the end product is likely to be stored and eventually used in our environment; therefore, the products potential performance under varying conditions of humidity must be known. The extent to which humidity affects any given production process may vary but in many cases it is essential that, at the very least, it is monitored and, in most cases, controlled.
Please choose the product below that best suits your needs or call us on +44 (0) 118 9311188 for more help.
It may also be said that humidity is a much more difficult property to define and measure than associated parameters such as temperature and pressure. Indeed, it is a truly analytical measurement in which the sensor must be in contact with the process environment, in contrast to pressure and temperature sensors, which are invariably insulated from the process by a thermowell and a diaphragm respectively. This of course has implications for contamination and degradation of the humidity sensor to varying degrees depending on the nature of the environment.
This text reviews several humidity sensor technologies and their typical applications in context of the measurement ranges to which they are best suited.
Humidity Measurement – Units & Applications
In practice, a variety of commercial and technical criteria will dictate which measurement technology is used for any particular application. The following are the most common humidity measurement parameters used across the industries, depending on the application.
- RH = Relative Humidity
- DPT = Dew Point
- FPT = Frost Point
- PPM = Parts per Million
- PPMV = Parts per Million by Volume
- PW = Water Vapour Partial Pressure
- PS = Saturation Vapour Pressure at the Measurement Temperature
Certain sensor technologies are associated with specific industries, as dictated by the commercial pressures and technical demands of the measurement. These aspects are themselves invariably influenced by the criticality of the application.
Two important points to note are that different units are used for different parts of the measurement range and that the measurement units an industry uses are often a very good indicator as to the type of sensor technology they should be employing.
Humidity measurement determines the amount of water vapour present in a gas. The gas can me a mixture, such as air, or it can be a pure gas, such as nitrogen or argon. Whilst there are many measurement techniques, the most common parameters are Relative Humidity (RH), Dew/Frost Point (D/F P) and Parts per Million (PPM).
Relative Humidity Measurement
An RH measurement is the ratio of the partial pressure of water vapour present in the gas to the saturation vapour pressure of said gas, at a given temperature. Thus, RH is a function of temperature. The measurement is expressed as a percentage.
The human body is sensitive to and can experience varying RH in terms of the contrast between a dry and a muggy summer’s day.
Dew/Frost Point Measurement (D/F PT)
Dewpoint is the temperature (above 0°C) at which the water vapour in a gas condenses to liquid water. Frost point is the temperature (below 0°C) at which the vapour crystallises to ice. D/F PT is a function of the pressure of the gas but is independent of temperature and is therefore defined as fundamental.
We can all observe the dew point phenomenon in our bathrooms; on a cold day, when the temperature of the surface of a mirror or a polished metal surface such as a tap, is below that the dew point of the atmosphere, a dew or condensation layer will form on its surface.
Parts Per Million (PPM)
Expression of water vapour content by volume fraction (PPMv) or, if multiplied by the ratio of the molecular weight of water to that of air, as PPMw.
This parameter is more difficult to conceive as it is beyond the ability of the human body to detect changes of this magnitude in the atmosphere but a practical example of its application in industry is that of medical gases: those gases such as nitrous oxide, carbon dioxide and oxygen when used in surgical operations should have a moisture content lower than 60ppm and are regulated in this regard.

Sensor Type Examples and Their Application
The types of sensor which are described in the following text are all available from ABLE’s broad analytical and laboratory instrument portfolio.
Relative Humidity Sensors
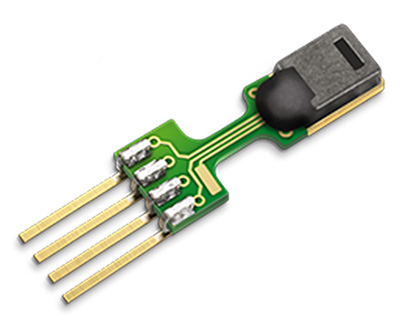
Relative humidity measurements for the HVAC and BMS industries are typically made by electrical sensors using resistance or capacitance. The Bulk Polymer Resistive Sensors provide a direct, secondary measurement of relative humidity. They are comprised of an insulating ceramic substrate on which a grid of interdigitated electrodes is deposited. These electrodes are coated with a humidity sensitive salt imbedded in a polymer resin. The resin is then coated with a protective coating which is permeable to water vapour. As water permeates the coating the polymer becomes ionised and the ions become mobile within the resin. When the electrodes are excited with an alternating current, the impedance of the sensor is measured and used to derive the percent relative humidity.
By virtue of their structure, bulk polymer resistive sensors are relatively immune to surface contamination. Although surface build-up does not affect the accuracy of the sensor, it does have an adverse effect on response time.
 Capacitive sensors (organic polymer capacitive) are usually designed with parallel plates with porous electrodes, or with interdigitated fingers on a substrate. The dielectric material absorbs or desorbs water vapour from the environment with changes in humidity. The resultant change in the dielectric constant causes a capacitance variation which, in turn, provides an impedance that varies in relation to humidity. A dielectric constant change of approximately 30% corresponds to a 0-100% variation in RH.
Capacitive sensors (organic polymer capacitive) are usually designed with parallel plates with porous electrodes, or with interdigitated fingers on a substrate. The dielectric material absorbs or desorbs water vapour from the environment with changes in humidity. The resultant change in the dielectric constant causes a capacitance variation which, in turn, provides an impedance that varies in relation to humidity. A dielectric constant change of approximately 30% corresponds to a 0-100% variation in RH.
The sensor material is made very thin to achieve a large signal change with humidity. This permits the water to enter and leave easily and also allows for fast drying and easy calibration of the sensor.
This sensor type is ideally suited for use in high temperature environments because the temperature coefficient is low and the polymer dielectric can withstand high temperature. Capacitive sensors are also suitable for applications requiring a high degree of sensitivity at low humidity level, where they will provide a relatively fast response.
 Typical applications for the polymer resistive and polymer capacitive sensors are:
Typical applications for the polymer resistive and polymer capacitive sensors are:
- HVAC energy management
- Computer room / Clean room control
- Handheld RH measurement devices
- Environmental and meteorological monitoring
Aluminium Oxide Dew Point Sensors
The aluminium oxide dew point instrument and its derivatives, such as ceramic or silicon-based sensors, are secondary measurement devices that infer the D/F PT value from the way in which the capacitive measurement is affected by the humidity environment in which it is situated. They are available in a variety of types, from low cost, single point systems, including portable, battery-operated models, to multiplexing, microprocessor-based systems with the capability to compute and display humidity information in different parameters.
A typical aluminium oxide sensor is a capacitor, formed by depositing a layer of porous aluminium oxide on a conductive substrate and then coating the oxide with a thin film of gold. The conductive base and the gold layer form the capacitor’s electrodes. Water vapour penetrates the gold layer and is absorbed by the porous oxide. The number of water molecules absorbed determines the electrical impedance of the capacitor, which is in turn proportional to the water vapour pressure.
Oxide sensors are small in size and lend themselves and lend themselves to in-situ use. They are suitable for low frost point measurement (-100°C) and can operate over a wide span encompassing high pressure They can also be used to measure moisture in liquids and, due to low power usage, are suitable for intrinsically safe and explosion proof installations.
 Aluminium oxide sensors are frequently used in the petrochemical and power industries, where low dew points are to be monitored “in line” with economical multiple sensor arrangements. Although. the frequency is application dependent, these devices must be regularly recalibrated to accommodate ageing effects, hysteresis and contamination.
Aluminium oxide sensors are frequently used in the petrochemical and power industries, where low dew points are to be monitored “in line” with economical multiple sensor arrangements. Although. the frequency is application dependent, these devices must be regularly recalibrated to accommodate ageing effects, hysteresis and contamination.
 The Xentaur HTFTM Aluminium Oxide Sensor supplied by ABLE is the product of years of intensive research and has been thoroughly field proven. Xentaur HTFTM technology offers significant performance advantages over all other aluminium oxide moisture sensors.
The Xentaur HTFTM Aluminium Oxide Sensor supplied by ABLE is the product of years of intensive research and has been thoroughly field proven. Xentaur HTFTM technology offers significant performance advantages over all other aluminium oxide moisture sensors.
Due to a hyper thin film and a special pore geometry, Xentaur sensors have a capacitance change over their full range, several orders of magnitude larger than that of conventional aluminium oxide sensors. Additionally, this change is quasi linear and its sensitivity to temperature is negligible. The advantages of a linear, high capacitance response are:
Typical applications for the polymer resistive and polymer capacitive sensors are:
- Better sensitivity
- Improved repeatability
- Faster response
- Less prone to noise and drift; minimal signal conditioning
Chilled Mirror Hygrometer
The chilled mirror hygrometer is widely considered to be the most precise method for dew point measurement. It is a primary measurement, detecting and reporting the actual condensation point of the ambient gas and can easily be made traceable to international calibration standards such as UKAS and NIST. The sensor contains a small metallic mirror, the surface of which is chilled until water condenses out of the sample gas onto the mirror surface. The mirror is illuminated by a light source and the reflection is detected by a phototransistor. At the onset of condensation, the reflected light is scattered and consequently reduced at the detector. A control loop maintains the temperature of the mirror at the point where a thin film of condensation is sustained. A PRT embedded in the mirror measures its temperature and therefore the D/F PT temperature.
Accuracies of +/- 0.1°C are possible with chilled mirror hygrometry. Multi-stages of Peltier cooling supplemented in some cases with either additional air or water cooling can provide an overall measurement range of -90 to almost 100°C dew point. Response times are fast and operation is relatively drift free. Inert construction and minimal maintenance requirements (the two features are intrinsically linked) also considered, the chilled mirror hygrometer is an excellent choice of sensor for demanding applications where the relatively high cost can be justified.
You will typically find an optical dew point hygrometer at the top of the calibration tree and the most robust designs are equally well suited to controlling a critical industrial process as they are to providing the reference standard in a calibration laboratory. Some systems have a fairly sophisticated method of addressing contamination.
Solid Particulate Contaminants
Just as a dew layer decreases the quantity of light reflected from the mirror to the light detector so too does the increasing build-up of non-water-soluble contamination. If this were allowed to continue indefinitely the system would go out of control and read out a large dewpoint error. Prior to this occurrence, however, the mirror must be cleaned; in all industrial applications for dewpoint sensors it is recommended that the sensor mirror be cleaned before process measurement commences.
Water Soluble Contaminants
There are often water-soluble contaminants occurring in the sample, usually in the form of natural salts. These salts go into solution with the pure water on the mirror surface and cause the vapour pressure to be lowered. This can result in an excess build-up of water on the mirror (deliquescence) at the true dewpoint. The servo control loop detects the resulting loss of received light then raises the mirror temperature to compensate i.e., it evaporates some of the excess water. A positive error of several degrees may result from this effect and this phenomenon is called the Raoult effect since it is defined by Raoult’s Law.
Several contaminant error correction techniques have been developed over time for the optical dewpoint hygrometer. Early systems simply used a manual balance technique, which was then developed as an automatic balance control (ABC). Later twin beam/twin mirror and continuous balance systems evolved. All these methods involved re-balancing or upsetting the optical sensor bridge in order to compensate for the accumulated contamination error on the mirror. These techniques are effective in correcting only the particulate contamination described above; they will not correct contamination errors arising through the Raoult effect because the automatic servo loop is incapable of differentiating between an excessively thick dew layer due to an increase in actual dewpoint or an excessively thick dew layer caused by salt contamination on the mirror. In both cases the servo loop will make a positive temperature correction and evaporate some of the dew layer; it will correct in the first place but will cause a readout error in the second. This error can be of the order of several degrees.
An error correction technique called PACER (Programmable Automatic Contaminant Error Reduction) was developed by General Eastern as an effective way of reducing errors due to the Raoult effect. The PACER correction cycle starts with a coalescence period, that is the mirror temperature is intentionally cooled below the dewpoint of the sample, condensing out a large amount of water. This excess water dissolves any water-soluble contamination. The mirror is then heated exactly as with an automatic balance system. The large puddles of water gradually evaporate carrying increasingly heavy concentrations of contaminants until finally, when all the water has been evaporated, dry islands of crystallised contaminants are left on the mirror.
Now 80 to 85% of the surface is clean and reflective where before the entire surface was covered with contaminant. The system then proceeds to grow a new dew layer in the clean areas on the mirror surface and a further period of error free operation follows.
- Medical air lines
- Liquid cooled electronics
- Cooled computers
- Heat treating furnaces
- Smelting furnaces
- Clean room controls
- Dryers
- Humidity calibration standards
- Engine test beds
ABLE – Experts in humidity measurement
With over 35 years’ experience in humidity measurement, we at ABLE understand the nuances and pitfalls associated with monitoring this challenging parameter. From simple building ambient humidity monitoring for human comfort and energy management to environmental control of fuel rod production for the nuclear power and weapons industry, ABLE’s extensive product portfolio allows us to specify the correct instrument for the application.
We have leading expertise and novel techniques for solving real-world temperature and humidity measurement problems, including those in challenging or harsh environments. We provide cost-effective, impartial, quality-assured solutions to organisations looking to understand the impact of temperature and humidity measurement on their infrastructure, products, research and development.
Effective humidity measurement starts with knowing exactly what parameter you want to measure – is it relative humidity, dew point, or something else? Realising the complete requirement involves asking the following questions:
- What is the humidity range and temperature range? Must the sensor survive extreme conditions – very dry, hot or wet?
- What accuracy do you require, what speed of response is needed?
- Configuration – does the measurement involve a hygrometer probe measuring in free space, or will humid gas be supplied through tubing to flow through the instrument by way of a sampling system? Do you require hand-held, bench-top, or surface mounted?
- What data output format do you need and what communication protocol(s), or is the data to be logged and stored for downloading later?
- Is sensor output to be used to automatically control something?
- Are there any unusual gases involved and is the sensor compatible with same?
- Likely contamination such as dust or chemicals?
- Is it for use in hazardous areas?
- What are the maintenance/calibration requirements?
- Operator skill level needed?
Industry |
Application |
| Aerospace and Aircraft Industry | Air density monitoring, engine testing, environmental monitoring and noise tests, wind tunnel testing, atmospheric meteorological analysis and research |
| Agricultural Production and Market Gardening | Grain drying and storage, greenhouse humidity control |
| Automobile Production and associated | Air density monitoring for engine test, environmental testing a paint shop humidity control brazing furnace atmosphere control |
| Battery Production | Monitoring control of humidity during production process, glove box humidity monitoring |
| Computer Industry | Environmental control of super computers, monitoring condensation levels in tape drive systems |
| Ceramic Insulators, Porcelain Tiles & Brick Production | Conditioning oven humidity control prior to kilning drying process control |
| Chemical and Petrochemical Industry | Humidity measurement during catalyst production, chemical site environmental humidity monitoring |
| Electronics Industry | Humidity control during integrated circuit production, thick film production furnace control |
| Food Industry | Dryer and oven humidity control, E.R.H. measurement in food product testing, storage silo humidity measurement & control |
| Film Production and Processing Industry | Humidity control during film production, and processing drying processes |
| H.V.A.C. and Energy Management | Supermarket/leisure centre human comfort and energy management |
| Heat Treatment for Metal and Materials | Sintering, brazing and heat treatment furnace atmosphere control |
| Industrial Gas Production | Ultra pure gas trace moisture measurement |
| Iron and Steel Industry | Blast furnace air humidity monitoring, steel stock storage area condensation control |
| Medical applications | Hospital air supplies, drug storage conditions, medical product production |
| Meteorological Monitoring | Atmospheric humidity measurement |
| Mineral and Mining Industry | Minerals drying process humidity control, coal plant air supply humidity monitoring |
| Nuclear Power and Weapons Industry | Atmospheric control and reactor areas, fuel rod production control environmental monitoring in glove boxes |
| Oil and Gas Industry | Pipeline testing and produced gas dew points |
| Paper and Board Production | Headbox humidity control, moisture balance in paper production |
| Power Industry | Generator cooling gas dew point measurement, SF6 circuit breaker gas dew point measurement, Power station environment |
| Pharmaceutical Industry | Tablet coating environment humidity measurement, drug proving room control, clean room environmental control, drug validation |
| Rubber Products & Tyre Production | Humidity control in production processes |
| Telecommunications Industry | Environmental testing of telecommunication products and telecommunication cable production, fibre optic cable production |
| Textile Production | Dryer control during production process and during fibre production |
| University Research | Environmental monitoring in research projects and humidity standards |
| Water and waste treatment | Environmental humidity monitoring |
| Zoological | Animal calorimetry |